F39 플러그 SAE J512 #010109 SAE 45°플레어 피팅 어댑터 커넥터 58 639F PF 57 P2 2229 439

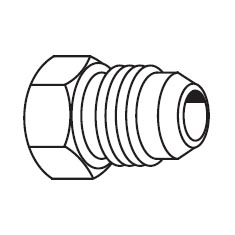

SAE #010109
| 부분# | 튜브 외경 | C | D1 | L |
| 39-2 | 1/8 | 7/16 | .079 | .47 |
| 39-3 | 3/16 | 1/2 | .126 | .58 |
| 39-4 | 1/4 | 9/16 | .189 | .69 |
| 39-5 | 5/16 | 5/8 | .220 | .79 |
| 39-6 | 3/8 | 3/4 | .282 | .88 |
| 39-8 | 1/2 | 7/8 | .408 | 1.06 |
| 39-10 | 5/8 | 1-1/16 | .502 | 1.19 |
| 39-12 | 3/4 | 1-5/16 | .627 | 1.30 |
주의: 요청 시 재고가 없는 품목의 견적 및 배송.구성 및 치수는 예고 없이 변경될 수 있습니다.추가 정보는 SAE J530 자동차 파이프 피팅 및 SAE J531 드레인 플러그에서 찾을 수 있습니다.
참고용 호환성
파커 : 639F-4 639F-5 639F-6 639F-8 639F-10
이튼 : 39×2 39×3 39×4 39×5 39×6 39×8 39×10 39×12
미들랜드 : 10-063 10-064 10-065 10-066 10-067 10-068
플레어 피팅의 실제 OD

SAE 45° 플레어 피팅 및 어댑터
산업 표준 - SAE J512 45° 플레어
사양
- 온도 범위: 최대 작동 압력에서 -65°F ~ +250°F(-53°C ~ +121°C) 범위.
- 작동 압력: 튜브 크기에 따라 최대 2000psi.표준 튜빙의 파열 압력(크기에 따라 번디 용접(이중 플레어)의 경우 최대 5000psi 및 구리 튜빙의 경우 3500psi)을 견딜 수 있습니다.분명히 온도와 사용된 튜브 유형이 중요한 요소입니다.
설치 지침
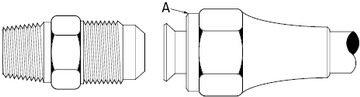
- 원하는 길이로 튜브를 자릅니다.모든 버가 제거되고 끝이 정사각형으로 절단되었는지 확인하십시오.
- 튜브에 너트를 밀어 넣습니다.나사산이 있고 너트의 "A"가 바깥을 향해야 합니다.
- 45° 플레어 도구로 튜브 끝을 플레어합니다.-플레어 직경을 측정합니다. b-플레어가 너무 얇아지는지 검사합니다.
- 나사산에 윤활유를 바르고 피팅 본체에 조립합니다.너트는 손으로 돌려야합니다.
- 단단한 느낌이 들 때까지 렌치로 조립품을 조입니다.그 시점부터 1/6 회전을 적용합니다.
SAE 45도 플레어 피팅 - 황동 재질
애플리케이션
LP 및 천연 가스, 가연성 액체, 계측, 냉동, 파워 스티어링, 유압 및 공압 시스템.가장 열악한 조건에서 저압, 중압 및 고압 라인에 사용되며 플레어가 가능한 구리, 황동, 알루미늄 및 강철 유압 튜브와 호환됩니다.
특징
- 구조 – 2피스 바디와 너트, 직선형 바스톡 및 단조 피팅.
- 우수한 내진동성 – 더 큰 내진동성이 필요한 경우 긴 너트를 사용하십시오.
- 적합성 – 헤비 듀티 플레어 피팅은 SAE 사양으로 제조되며 ASA, ASME, SAE 및 MS(군사 표준)의 사양 및 표준을 충족합니다.
- 재사용성 – 반복적으로 조립 및 재조립할 수 있으며 기계적 이탈 방지.
함께 사용
플레어가 가능한 구리, 황동, 알루미늄 및 강철 유압 튜브.
용인
모든 치수에서 +/- .03.차원 데이터는 예고 없이 변경될 수 있습니다.치수가 중요한 경우 당사에 문의하십시오.





